Articolo RS10P
Pali per l'illuminazione rastremati
Il palo rastremato, completo di piastra di base saldata, è ricavato mediante accoppiamento di tubi di diverso diametro opportunamente lavorati alle estremità; questi ultimi vengono assemblati con procedimento automatico di saldatura circonferenziale.

m
|

mm
|

mm
|

mm
|

mm × mm
|

mm
|

mm
|

mm
|

mm
|

kg
|

m²
|

m × m × m
|
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RS10P | 10 | 193 | 89 | 4/3 | 186 × 45 | 400 | 300 | M22 | 600 | 146 | 4,43 | 1,50 × 1,50 × 0,80 |
-
I pali sono marcati “CE” mediante l’applicazione di etichetta adesiva (n° 1608 CPD P028).
Il palo è prodotto da azienda certificata UNI EN ISO 9001:2015 ed abilitata al rilascio della marcatura CE, secondo la legislazione vigente (Regolamento UE N. 305/2011). L’etichetta, attestante la conformità alla normativa CE ed apposta su ogni palo, deve riportare: norma di riferimento EN 40-5, sigla del costruttore, anno di fabbricazione, codice del prodotto e numero del certificato di autorizzazione alla marcatura CE.
-
I pali sono realizzati in acciaio tipo S235 JR con caratteristiche conformi alla norma UNI EN 10219.
-
Le tolleranze sono conformi alla norma EN40-2.
-
. UNI EN 1461 – Rivestimenti di zincatura per immersione a caldo su prodotti finiti ferrosi e articoli di acciaio.
. UNI EN 10219 – Profilati cavi saldati formati a freddo per impieghi strutturali di acciai non legati e a grano fine.
. UNI EN 15614 – Specifica e qualificazione delle procedure di saldatura per materiali metallici. Prove di qualificazione della procedura di saldatura. Parte 1: saldatura ad arco e a gas degli acciai.
. UNI EN ISO 15609 – Specificazione e qualificazione delle procedure di saldatura per materiali metallici. Specificazione della procedura di saldatura. Parte 2: Saldatura a gas.
. UNI EN40 – Pali per illuminazione pubblica. Parte 2 – Parte 3
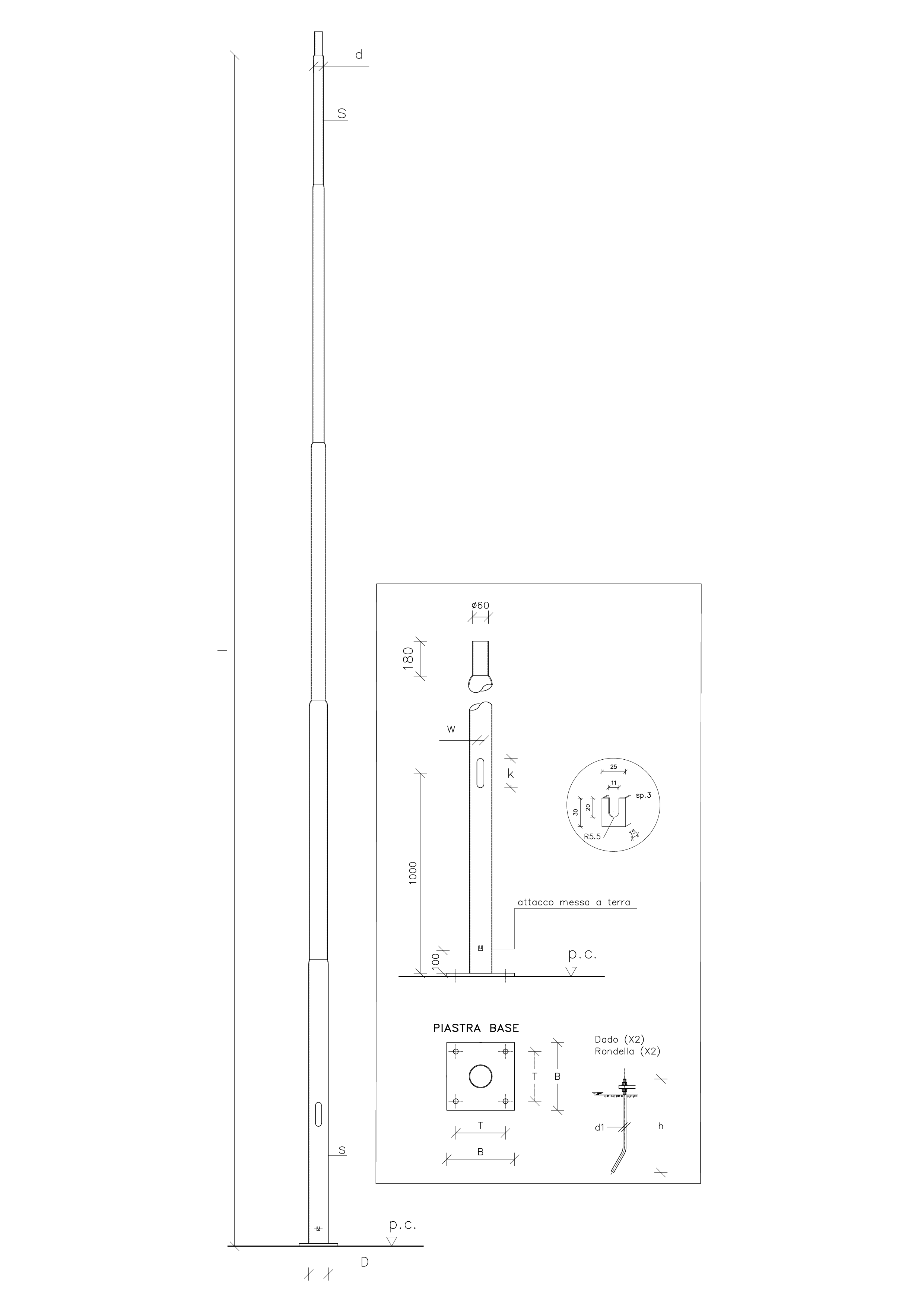
PALO RASTREMATO SALDATO mod. RS10P
Il palo rastremato mod. RS10P, con piastra di base saldata, di produzione NCM è ricavato mediante accoppiamento di tubi saldati longitudinalmente ad induzione di diverso diametro opportunamente lavorati alle estremità; questi ultimi vengono assemblati con procedimento automatico di saldatura circonferenziale.
Il palo è provvisto delle seguenti lavorazioni standard:
. zincatura a caldo per immersione in bagno di zinco fuso in conformità alla norma UNI EN ISO 1461.
. piastra di base saldata
. supporto di messa a terra per bullone M10 a 100 mm. dalla base
. asola per morsettiera di dimensioni 186×45 mm. con mezzeria a 1000 mm. dalla base
Materiali: I pali sono realizzati in acciaio tipo S235 JR con caratteristiche conformi alla norma UNI EN 10219.
Le tolleranze dimensionali sono conformi alla norma EN40-2
Caratteristiche dimensionali del palo:
| Altezza fuori terra | : | mm | 10000 |
| Piastra di base | : | mm | 400×400 |
| Diametro base | : | mm | 193 |
| Spessore base | : | mm | 4 |
| Diametro sommità | : | mm | 89 |
| Spessore sommità | : | mm | 3 |
Marcatura CE
I pali sono marcati “CE” mediante l’applicazione di etichetta adesiva (n° 1608 CPD P028).
Il palo è prodotto da azienda certificata UNI EN ISO 9001:2015 ed abilitata al rilascio della marcatura CE, secondo la legislazione vigente (Regolamento UE N. 305/2011). L’etichetta, attestante la conformità alla normativa CE ed apposta su ogni palo, deve riportare: norma di riferimento EN 40-5, sigla del costruttore, anno di fabbricazione, codice del prodotto e numero del certificato di autorizzazione alla marcatura CE.
L’eventuale verniciatura, dopo la zincatura, con colorazione scelta a cura della Direzione Lavori, è ottenuta mediante ciclo a polveri termoindurenti. Ogni palo sarà protetto con pluriball.