Article TF302
Torrifaro a piattaforma fissa interrate
FIXED PLATFORM HIGH MAST, BURIED
Ideal for sports facilities of all sizes and large areas, these towers are a versatile and economical solution.
They have a truncated-conical, polygonal shape and are made of S355JR steel plate (UNI EN 10025) using press-bending and subsequent longitudinal welding. They consist of multiple sections connected by the slip-on-joint method.
The fixed platform high masts are embedded directly into a concrete foundation. Welding is performed according to procedures approved by the Italian Welding Institute, using qualified personnel, and tested in accordance with UNI EN 3834-2 standards.
The climbing ladder provided with each high mast is available in three types:
- Modular, arched with full-length guardrails
- Modular, arched with full-length guardrails, equipped with a central “T” guide for use with a CE-marked certified fall arrest device
- Modular rung type, Safety model, equipped with a central “T” guide for use with a CE-marked certified fall arrest device
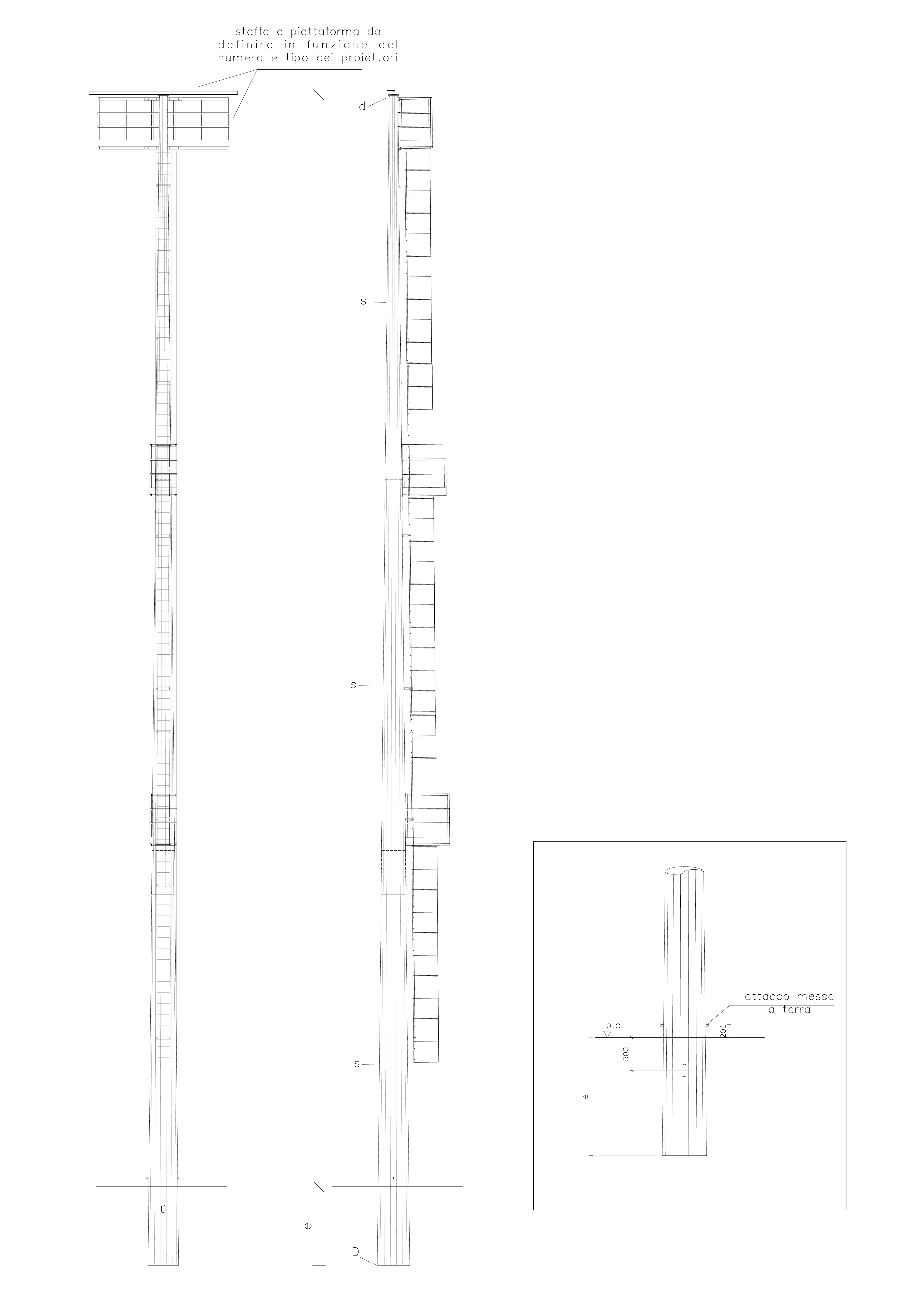
The modular ladder is positioned at the rear of the lighting front and is fixed to the mast using welded supports. At the top of the tower, a platform is placed, with dimensions that vary based on the number of floodlights installed. The platform, accessed through a hatch on the flooring, allows for safe maintenance of the floodlights.
The tower is also equipped with a varying number of rest landings depending on the height of the mast, attached to the structure by welded supports. For towers utilizing Safety ladders, rest platforms are provided instead.
The structures are CE marked and manufactured in compliance with UNI EN 1090 standards, execution class EXC 2. The high masts are hot-dip galvanized by immersion in molten zinc in accordance with UNI EN ISO 1461. On request, powder coating can be applied following UNI EN ISO 12944 standards.

m
|

m
|

mm
|

mm
|

mm
|

kg
|

m²
|

m x m x m
|
|
|---|---|---|---|---|---|---|---|---|
| TF302 | 30 | 2,1 | 906 | 220 | 5 - 5 - 5 | 2983 | 60 | 4,00 × 4,00 × 2,30 |
-
The structure is manufactured according to the UNI EN 1090 standard in execution class EXC2, in compliance with CE certification.
-
The shaft is made of S355 JR steel, and the structural components are made of S235 JR steel, with characteristics compliant with the UNI EN 10025 standard, all hot-dip galvanized according to UNI EN 1461 standards. The supplied bolts are made of stainless steel cl.8.8, compliant with the UNI EN 898-1 standard.
-
Dimensional tolerances comply with the UNI EN 1090 standard.
-
- UNI EN 1461: Hot-dip galvanized coatings on finished ferrous products and steel articles.
- UNI EN 10025: Hot-rolled products of structural steels.
- UNI EN 3834: Quality requirements for fusion welding of metallic materials.
- UNI EN 1090-2: Execution of steel and aluminium structures. Part 2 – Technical requirements for steel structures.
- D.M. 17/01/2018: Update of Technical Standards for Construction.
- Circular No. 7 of 21/01/2019: Instructions for the application of D.M. 17/01/2018.
- Legislative Decree 81/2008: Consolidated text on occupational health and safety.
FIXED PLATFORM HIGH MAST, BURIED model TF302
1. METAL STRUCTURES
1.1 Object
The work covered by this specification concerns the supply of _ high masts for lighting, with a height of 30 meters above ground, model TF302 by N.C.M. Srl, to be installed by direct embedding into the foundation base.
The structures will be located ___________
Nominal service life of the work (NTC 2018 Tab. 2.4.I): 50 anni
Usage class (NTC 2018 § 2.4.2): III
Execution class (UNI EN 1090-2): EXC2
1.2 Performance
The Contractor must provide the following services:
- Supply of materials (profiles, sheets…)
- Prefabrication in the workshop
- Storage in the workshop
- Surface protective treatments (hot-dip galvanizing)
- Material inspection documents
- CE marking of structural components
- Transport to the construction site
- Workshop van with equipment for assembly
- Ground assembly of the high mast and assistance with raising using a crane
- Mechanical assembly of projectors and accessories as per the executive project
- Issuance of a verbal statement upon completion of the work
1.3 Description of the Supply
The supply includes the following works:
High mast with fixed platform at the top, sized for the installation of __ projectors of type ________ on a single side, consisting of the following elements:
MAST
The mast is made with a truncated-conical shape and a polygonal cross-section, constructed from S355 JR steel plate, press-braked and longitudinally welded. The welding is performed in accordance with UNI EN ISO 3834 using a process approved by the Italian Welding Institute.
It consists of three sections to be joined on-site by overlapping them using the slip-on-joint method.
The base section is prepared for direct embedding in the foundation base and is equipped with a cable entry hole and grounding plate.
LADDER WITH SAFETY GUARDRAIL
The ladder is made from modular steel elements and equipped with a protective metal cage. It is positioned on the mast’s axis, behind the lighting front, and fixed to it with bolted elements.
REST PLATFORM (no. 1)
Dimensions: 1000 x 620 mm, placed along the same axis as the ladder, with an anti-slip grating floor, complete with footrests and a retractable access hatch, and a protective railing 1200 mm high with an intermediate kicker.
MATERIALS
The shaft is made of S355 JR steel, and the structural components are made of S235 JR steel, with characteristics compliant with the UNI EN 10025 standard, all hot-dip galvanized according to UNI EN 1461 standards. The supplied bolts are made of stainless steel cl.8.8, compliant with the UNI EN 898-1 standard.
FINISHING
The entire structure, including all its steel components, is hot-dip galvanized in a bath of molten zinc, in accordance with UNI EN ISO 1461.
1.4 Handling and Storage
Steel structures must be packaged, handled, and transported carefully to avoid permanent deformations and surface damage. Special care must be taken to stiffen the free ends and protect the machined surfaces.
1.5 Welding
The Contractor must ensure that welding is carried out with an adequate quality level as defined by UNI EN ISO 3834, according to the execution class of the structures.
For execution classes EXC2, EXC3, and EXC4, welding activities must be coordinated by qualified Welding Coordinators, according to UNI EN ISO 14731.
1.5.1 Welder Qualification
All welders employed must be certified and qualified according to UNI EN ISO 9606-1, and operators must meet the requirements of UNI EN 14732.
1.6 Fabrication Tolerances
Fabrication tolerances are indicated on the project drawings.
1.7 Assembly
The Contractor must organize the construction site to meet technical requirements that ensure safety during the work, demonstrating they have considered the following points:
- Use of lifting equipment
- Access roads and site access
- Ground conditions
- Possible settlement of the structural support foundations
- Detailed knowledge of underground services, suspended cables, etc.
- Adjacent structures affecting the assembly
- Cooperation procedures with other contractors on-site
- Availability of utilities
Assembly activities must be approved by the Project Manager.
For assembly tolerances, refer to UNI EN 1090-2.
1.8 Protective Treatments
Material protection by hot-dip galvanizing must comply with UNI EN ISO 1461 and UNI EN ISO 14713 Parts 1 and 2.
Welded structural elements to be galvanized must be free of porosity and blowholes, and any slag must be removed before galvanizing. Mechanical bending and forming of hot-dip galvanized parts are prohibited. If cutting or drilling of galvanized parts is performed, the galvanizing must be restored. For components assembled by welding, vent holes with a diameter of at least 10 mm should be provided.
The minimum thickness of the zinc coating must comply with UNI EN 1461.
Galvanized parts must be inspected for defects, and the maximum extent of defected areas cannot exceed the limits specified in UNI EN ISO 1461. In particular, uncoated areas should not exceed 0.5% of the element’s surface, and any repair area should not exceed 10 cm². Repairs must be carried out according to UNI EN ISO 2063.
1.9 Dimensional Characteristics of the High Mast:
| Above ground height | mm. | 30000 |
| Burying | mm. | 2100 |
| Ø Base / thickness | mm. | 906/5 |
| Ø Top / thickness | mm. | 220/5 |
| Weight | Kg. | 2983 |